數位印刷商品
|
750完稿須知 一、下載樣本檔:請務必下載本公司樣本檔完稿,請勿更動尺寸、方向、頁面順序,以免自動落版時拼版錯誤,導致印品不符。 二、檔案格式:

三、色彩模式:色域CMYK。
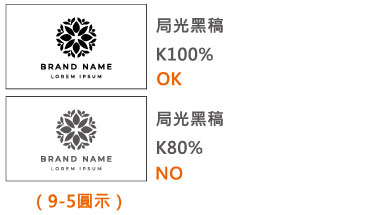
四、填色限制
五、影像解析度:
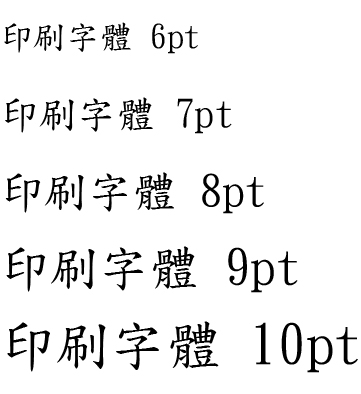
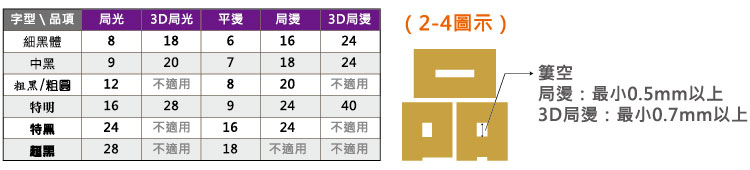
六、最小字體:
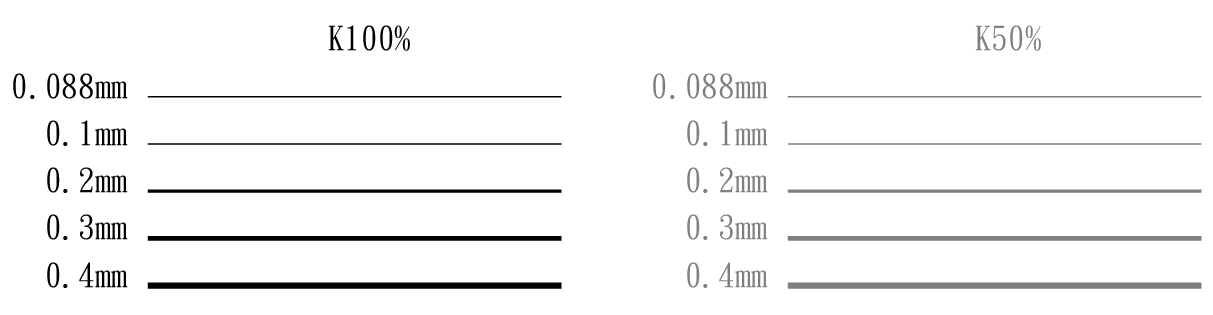
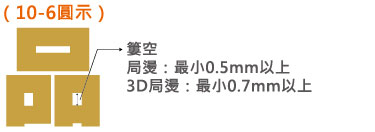
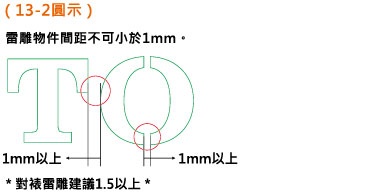
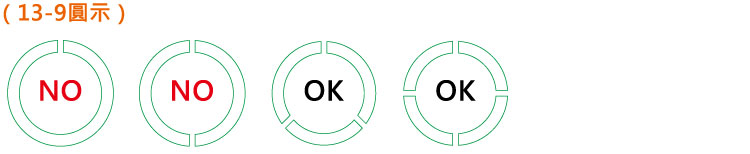
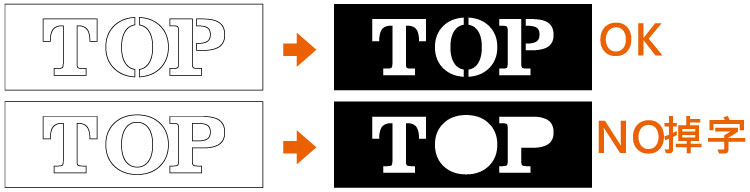
七、最小線寬:
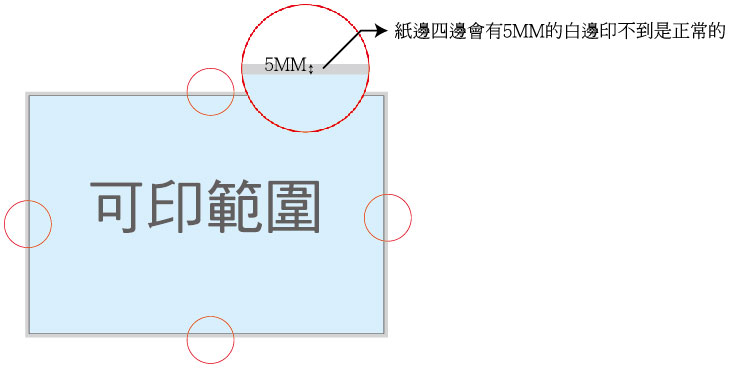
八、印刷尺寸:出血不可小於1mm,沒指定「留咬口」、「完成尺寸」,一律四邊內修1mm 九、自訂尺寸:
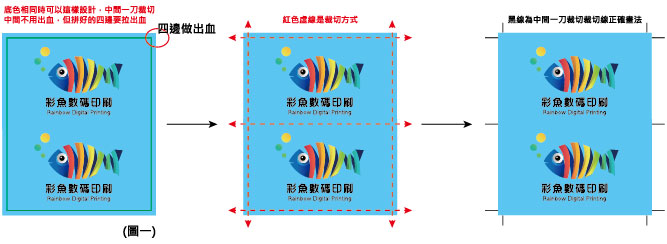
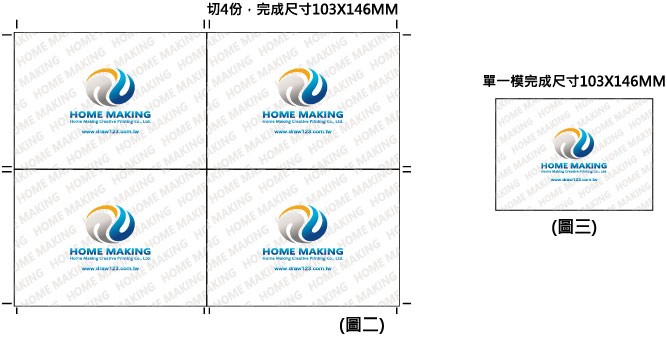
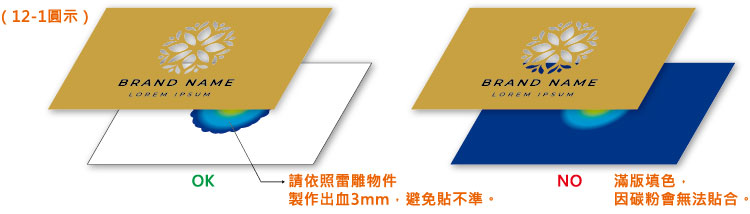
十、拼模注意事項:
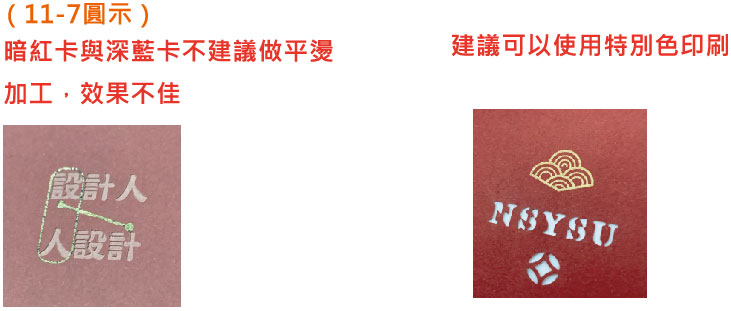
十一、標準色印刷方式:
十二、廣色域印刷方式:
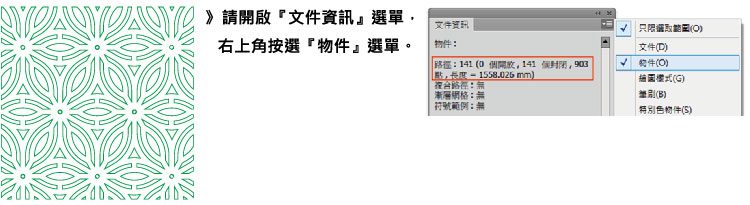
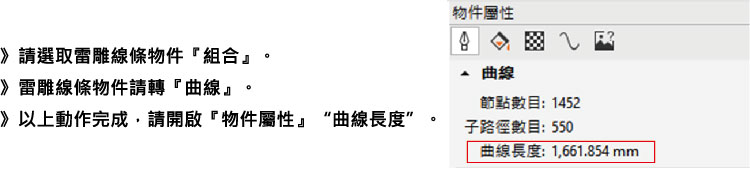
十三、完稿節點:
十四、多款單張限制:
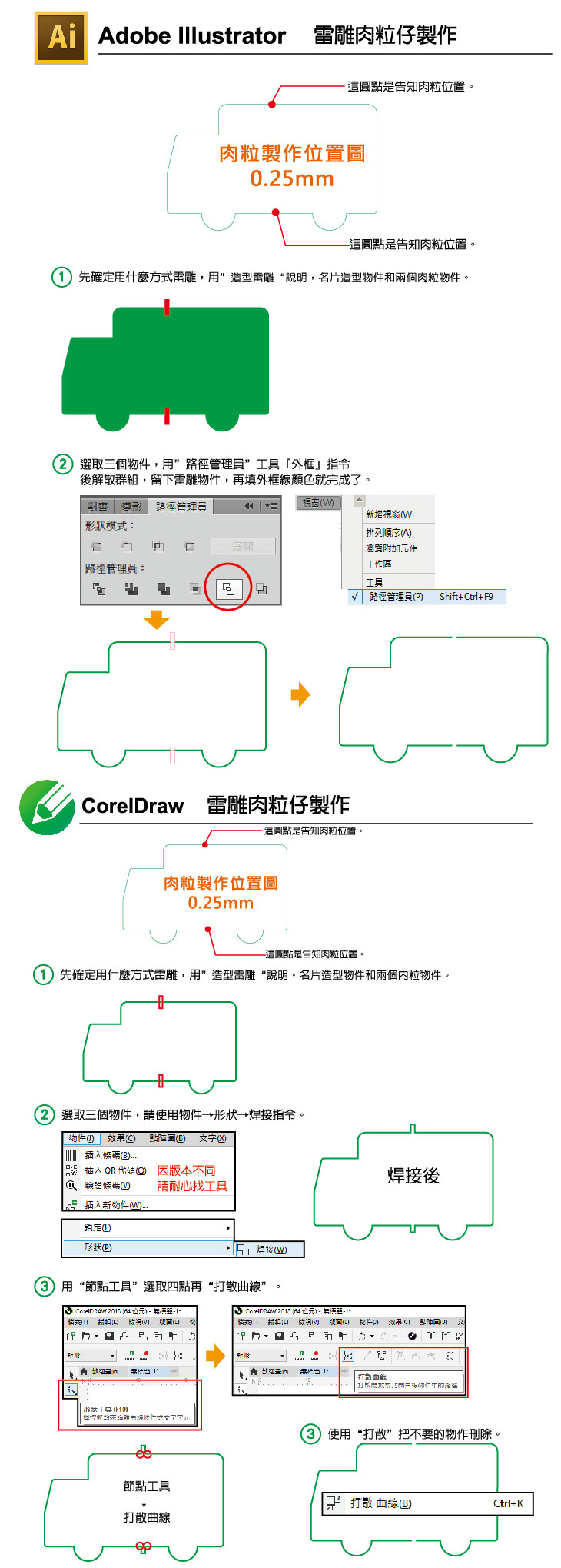
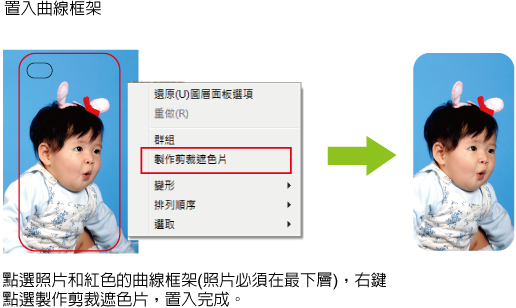
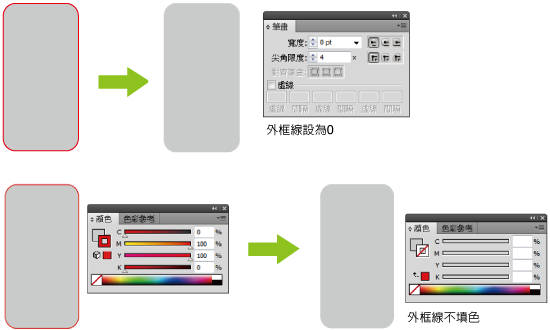
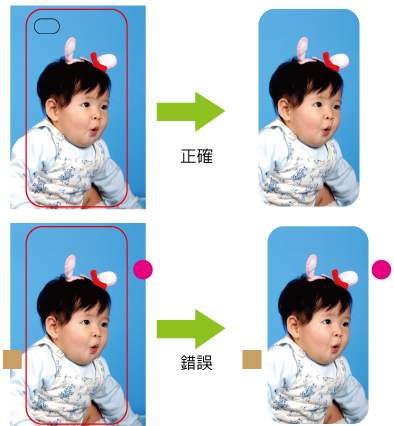
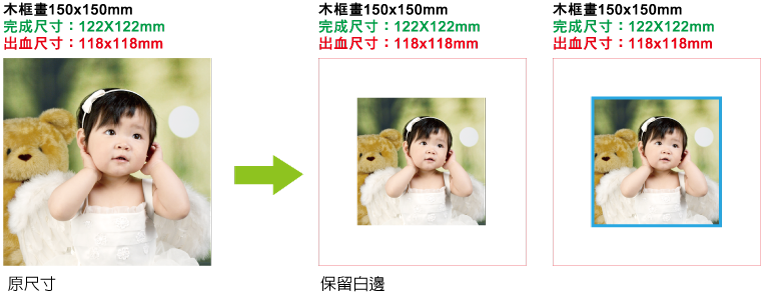
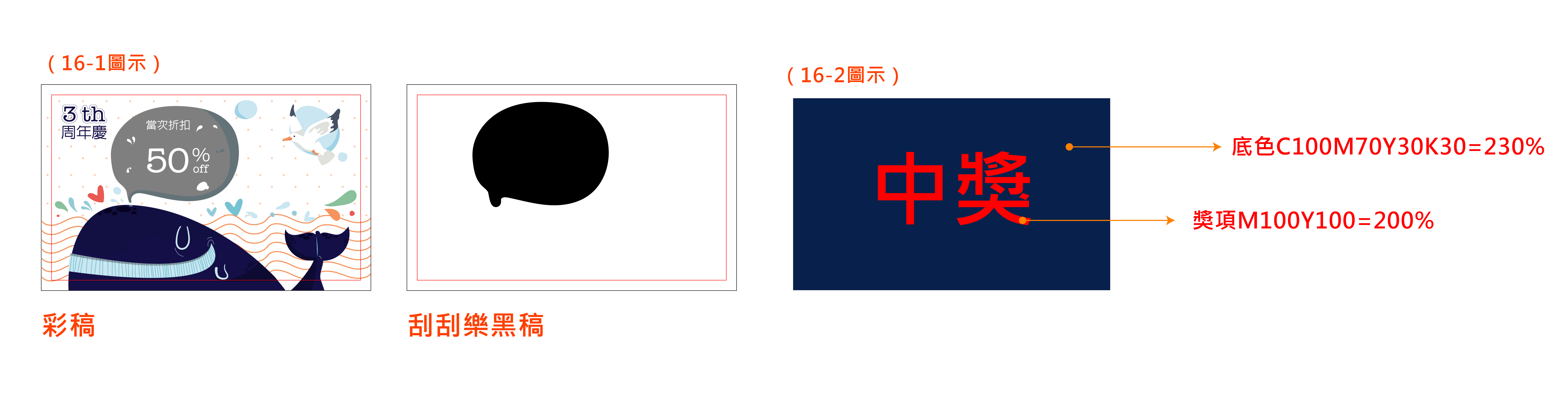
十五、加工示意圖製作(加工限制請參考加工須知):
數位印刷完稿須知 一、檔案格式
二、色彩模式數位印刷完稿,必須使用CMYK色彩填色,影像圖也請轉成CMYK影像模式。 三、填色限制
四、影像解析度
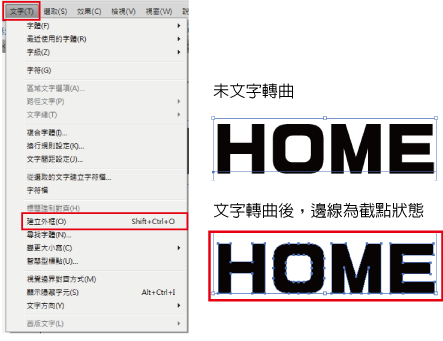
五、最小字體
六、最小線寬
七、印刷尺寸
八、產品型號或產品規格:樣本檔頁面框架上方若標示有產品型號、產品尺寸或刀模編號者,請勿將此型號或規格編號刪除,否則會造成後加工無從辨識。 九、頁面框架:
十、自訂尺寸:
十一、QR Code電腦條碼數位印刷完稿若貼入有QR Code時,請先將完稿以原尺寸印出後,使用手機掃描,檢查是否能夠正確讀取條碼內容。 十二、後加工完稿注意事項
數位彩噴完稿須知 一、檔案格式數位彩噴有平面彩噴與立體浮雕彩噴兩種彩噴方式可以選擇,可上傳檔案格式為:Illustrator(CS5、CS6版本)、CorelDRAW(X5、X6版本)檔案。 
二、色彩模式數位彩噴完稿,不管是使用Illustrator或使用Coreldraw製作完稿檔案,您都可以使用RGB色系做色彩填色,輸入照片也最好是RGB的影像模式。因為浮雕彩噴使用新軟體技術,能夠以最接近RGB的色調來重現影像圖或設計圖的原始色彩。 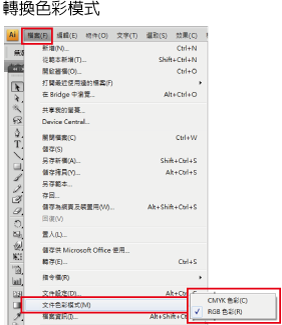
三、影像解析度數位彩噴完稿使用照片或點陣圖解析度,以每平方英吋300~600dpi或每平方公分118~236dpi為標準,其計算公式為:
我們以一張解析度為1298×708的寫真照片為例。照片寬度1298dpi/118dpi=可印出最大照片寬度為11公分。照片高度708dpi/118dpi=可印出最大照片高度為6公分。若算出所得影像解析度低於以上標準時,印出照片會呈現模糊狀,差距越大,模糊情況也會越嚴重。 四、文字與字體大小
五、樣本檔
六、若無打樣稿,輸出顏色之色差在10%以內屬正常值。 |