加工須知
|
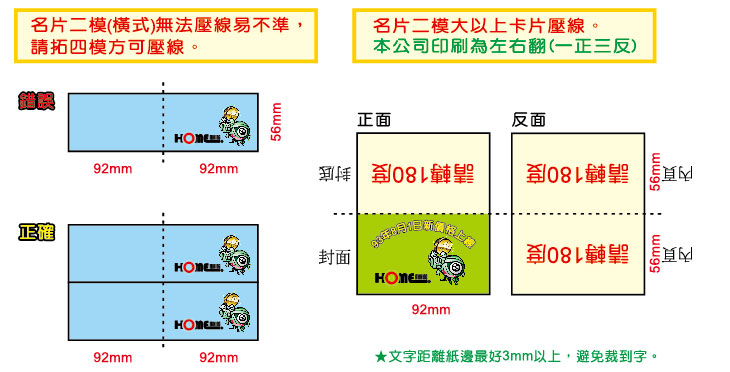
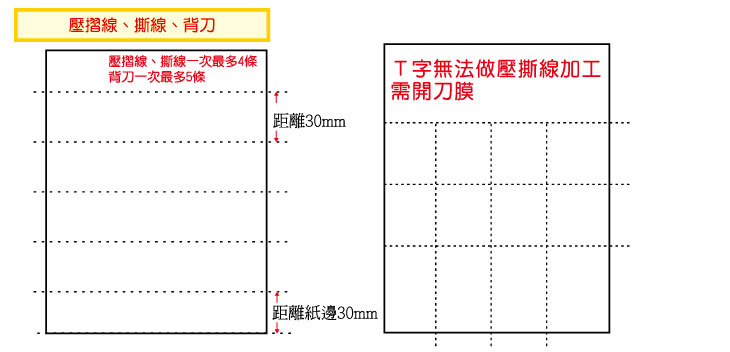
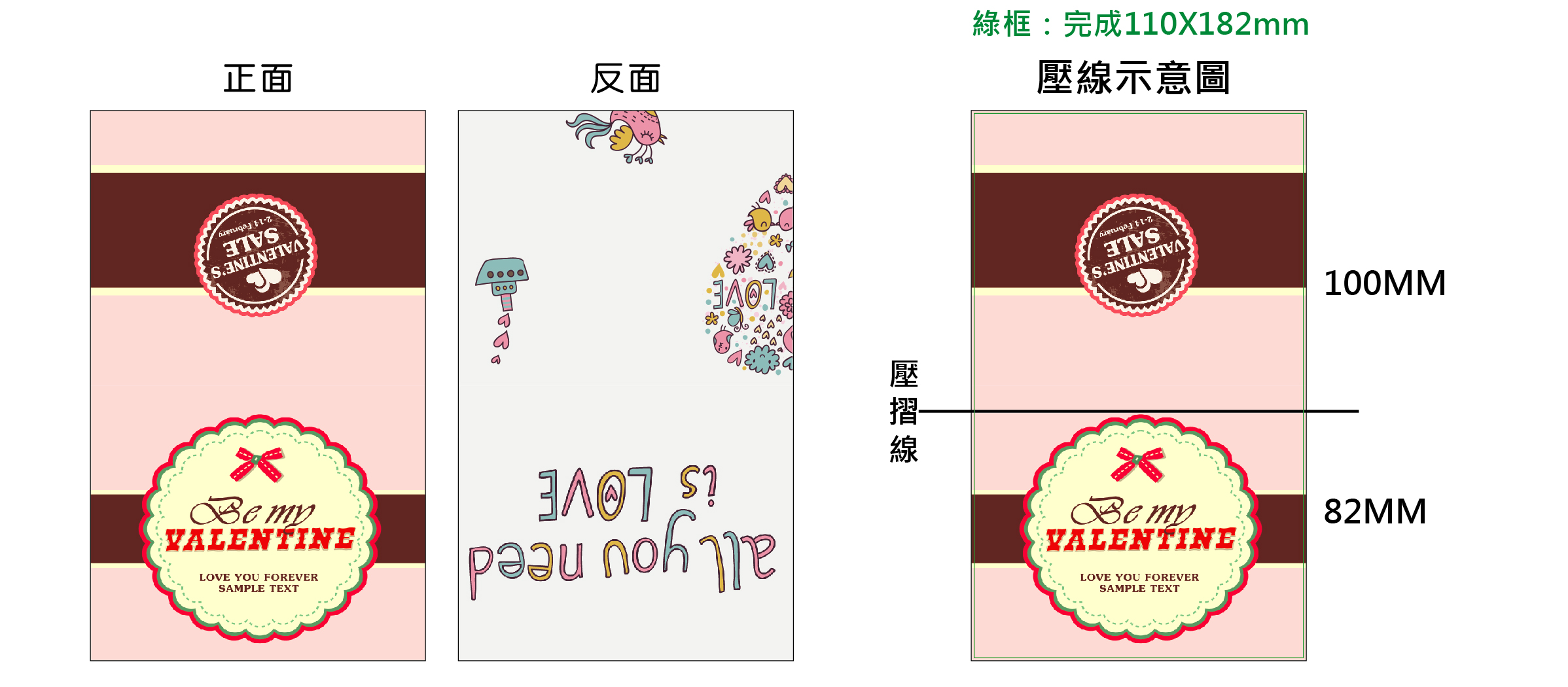
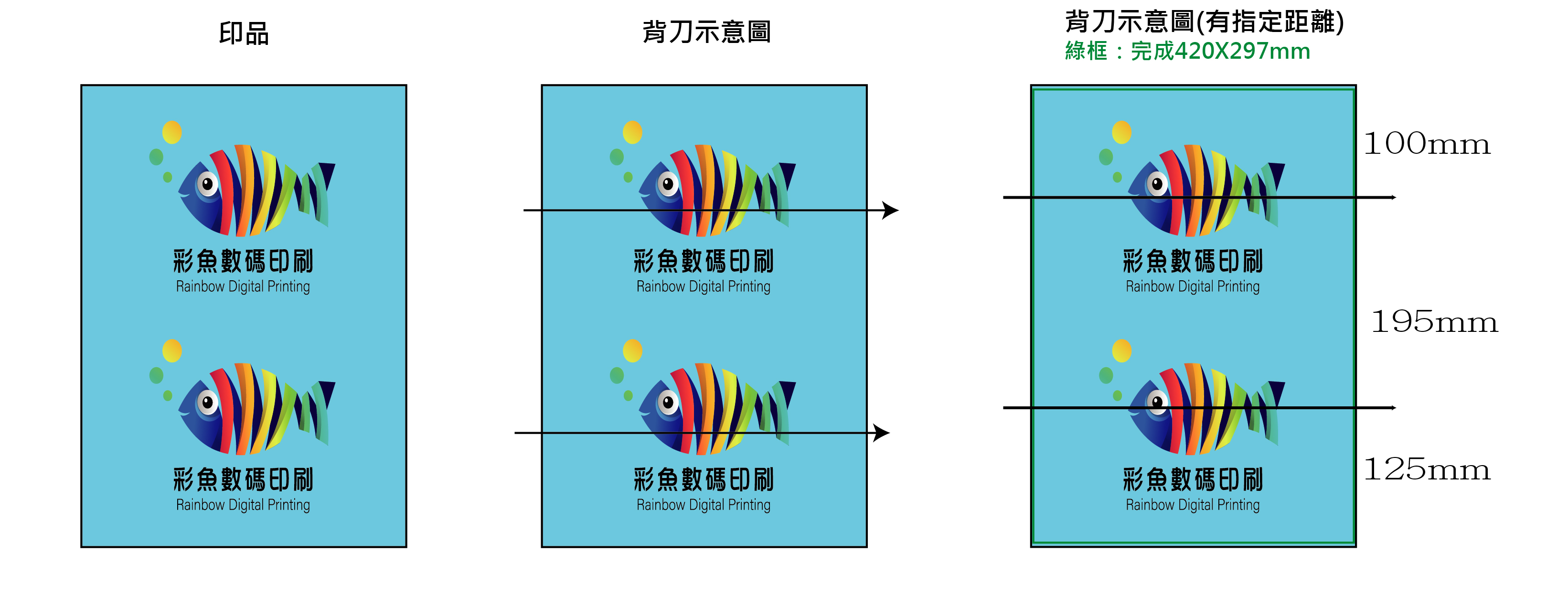
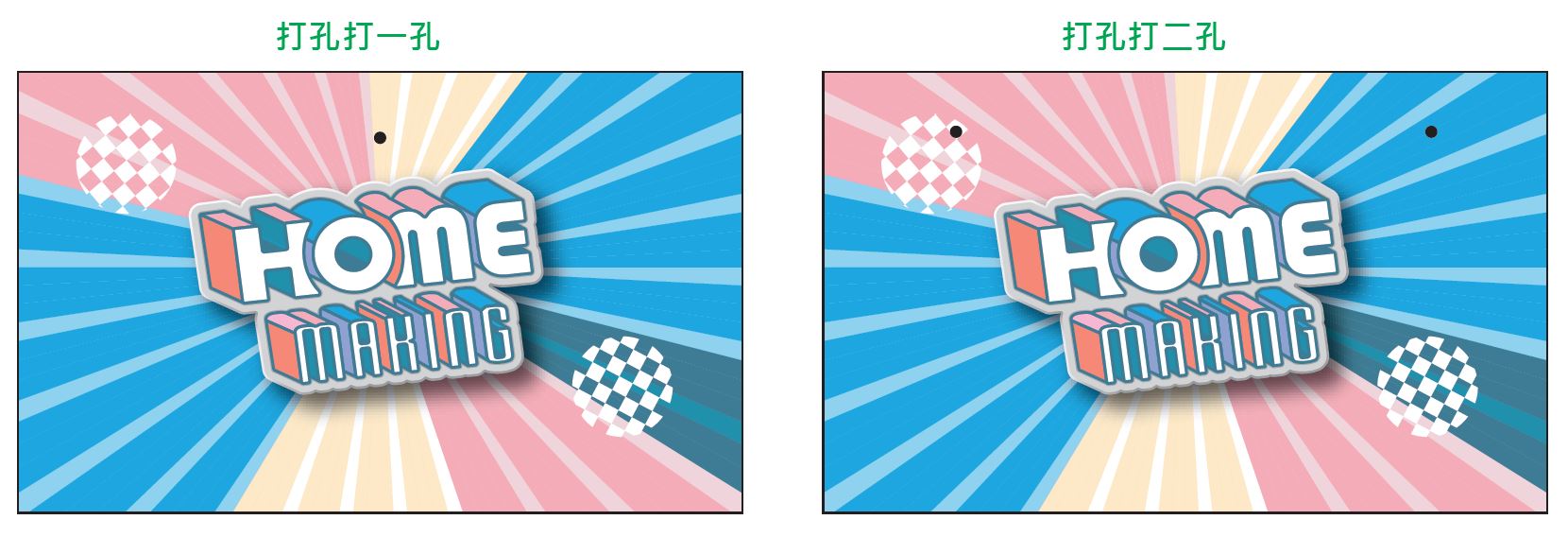
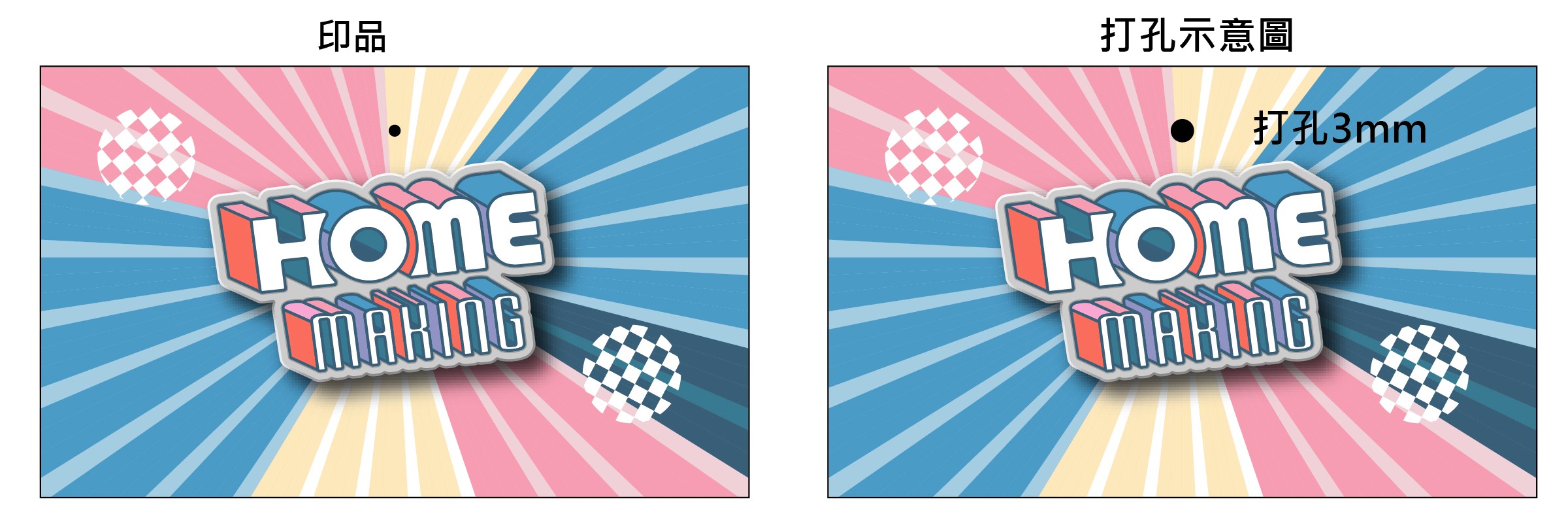
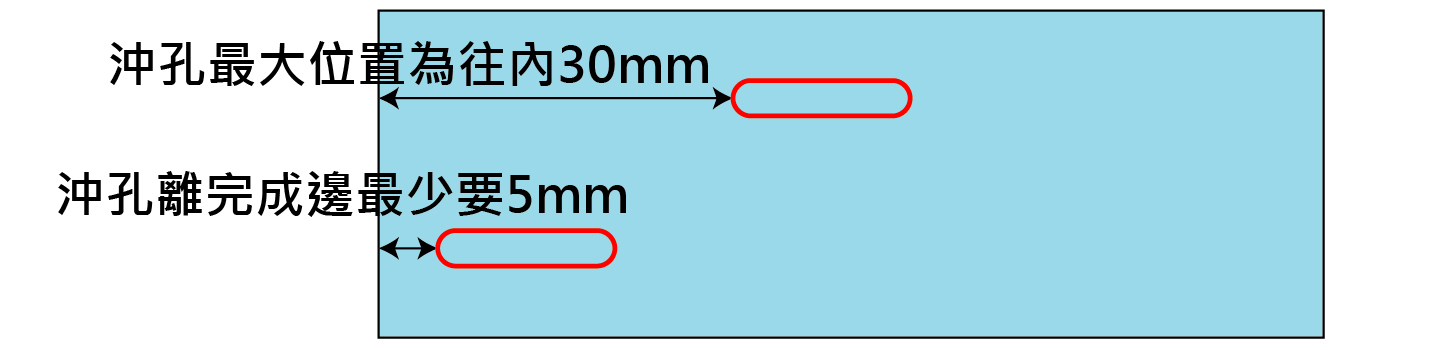
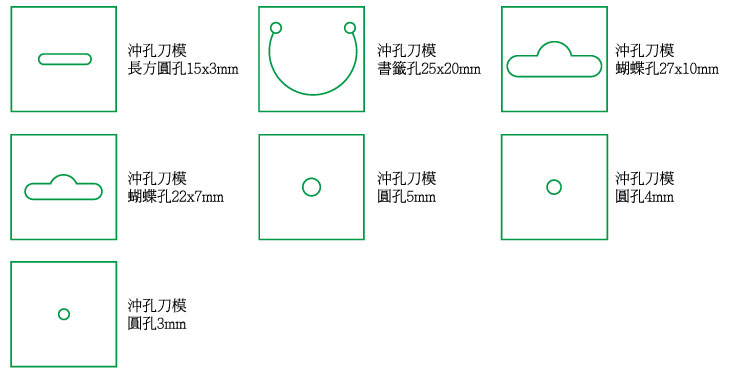
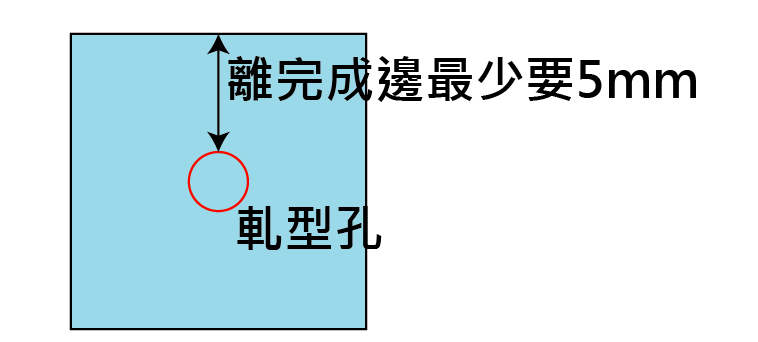
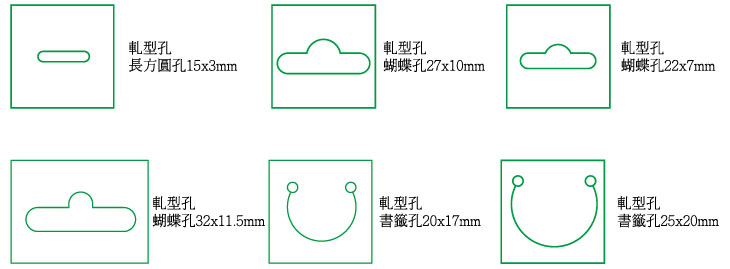
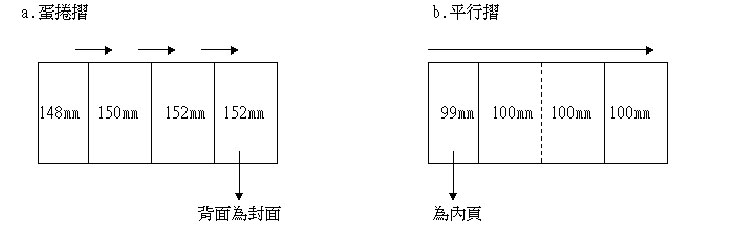
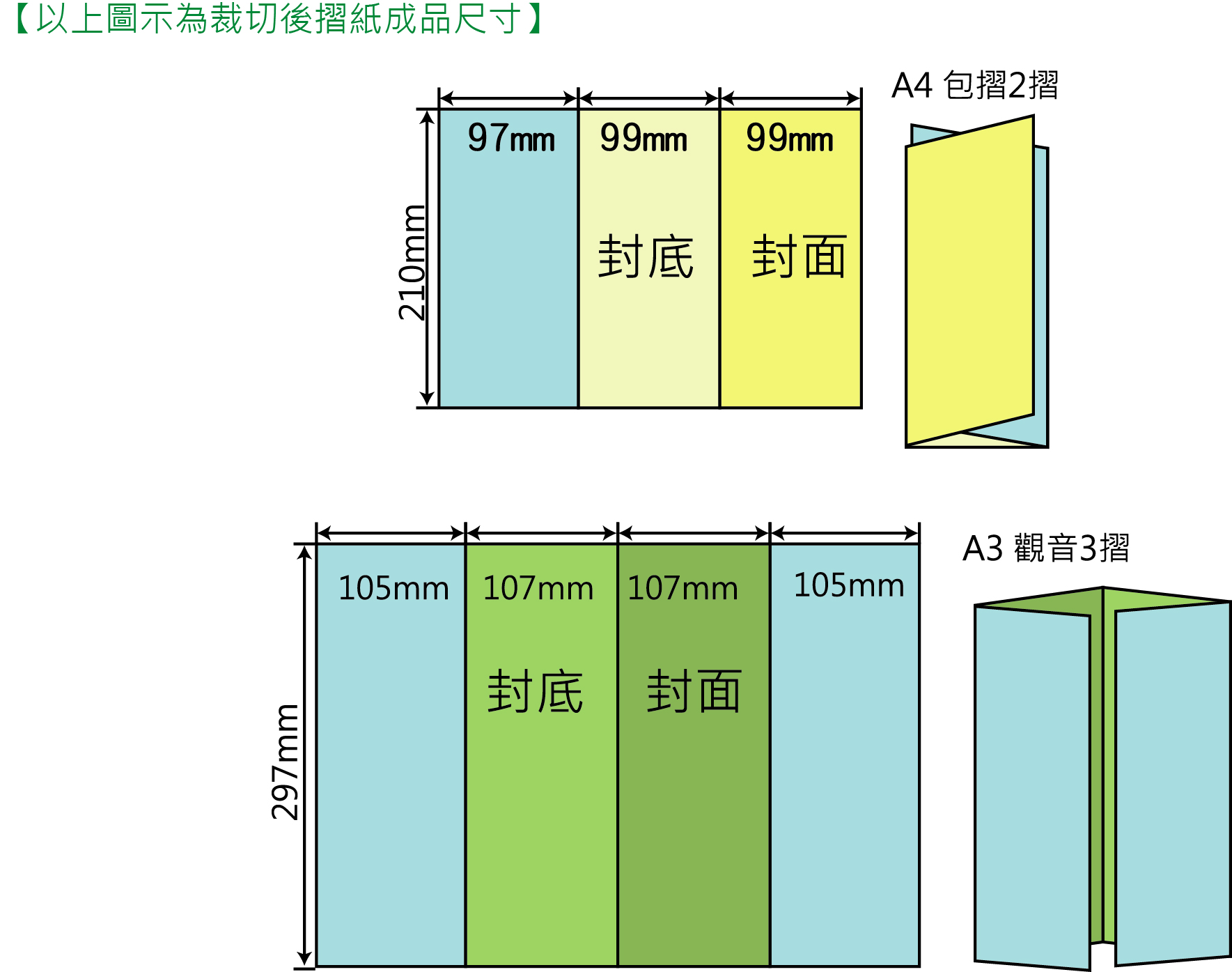
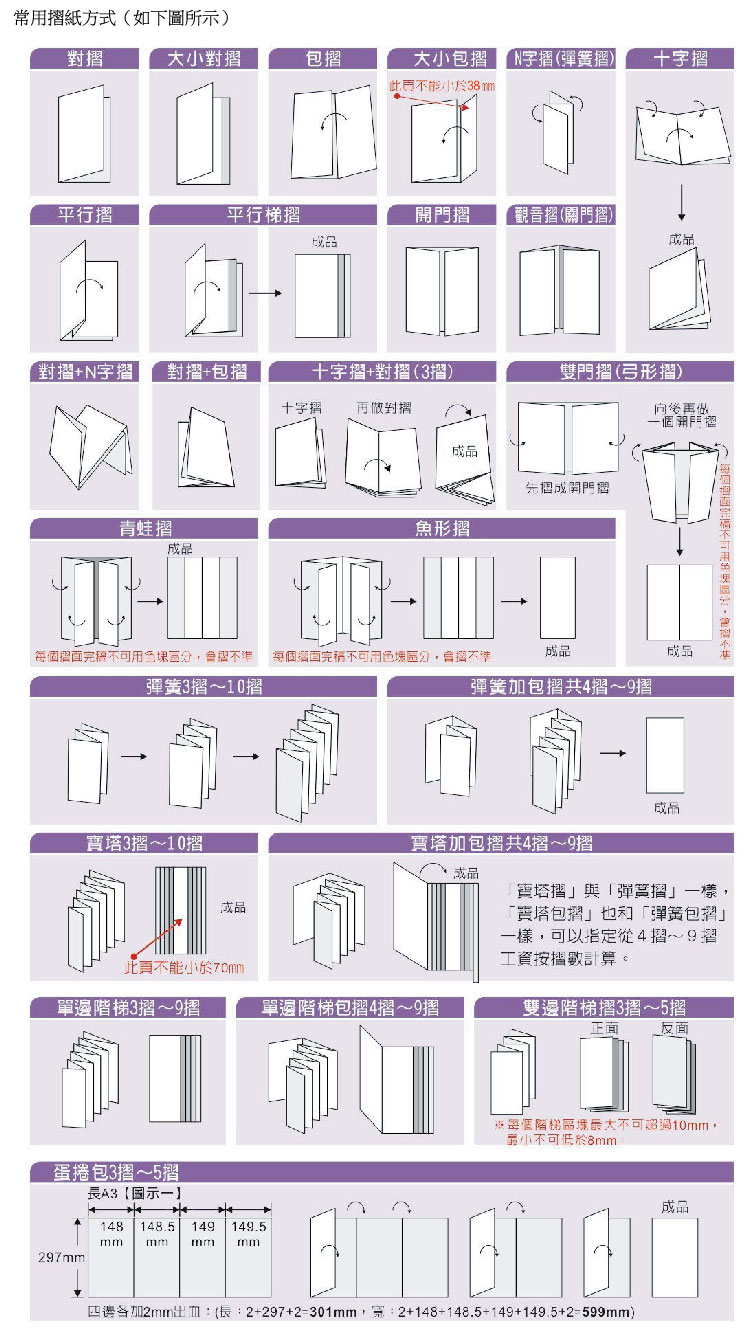
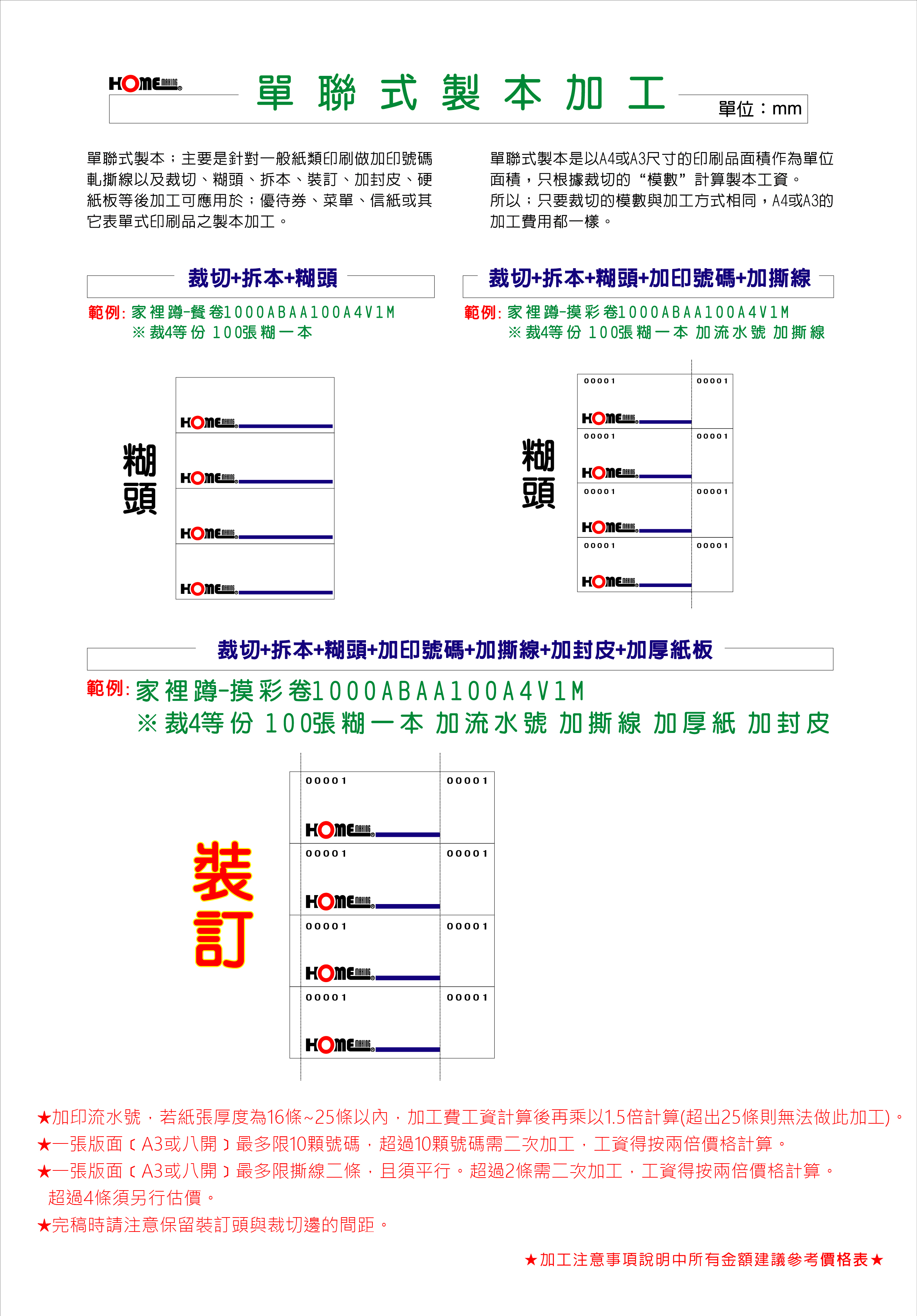
壓線、壓撕線、背刀(割底紙)、打圓孔、倒圓角、沖孔、軋型孔 摺紙加工 單聯式製本

喜帖、賀卡信封配套 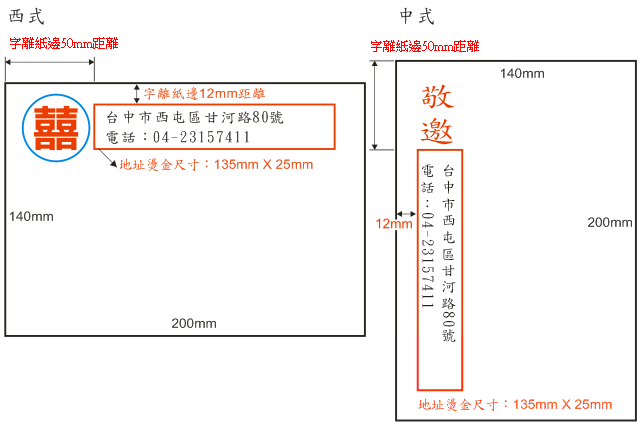
喜帖或邀請卡需可用高級名片拼10~12模,若採用頂級名片建議用A4合版價格更便宜,信封可選中式或西式(14×20cm)紙張可選鳳花紙(大紅色)、骨紋紙(米色、粉紅)、加燙金(面積14×4cm)內。
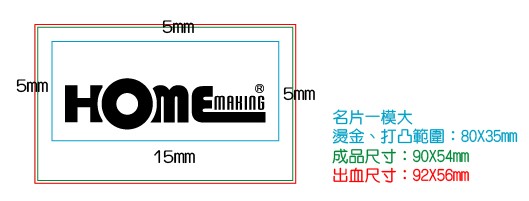
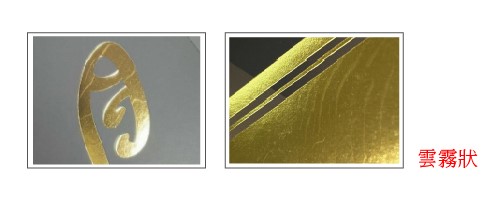
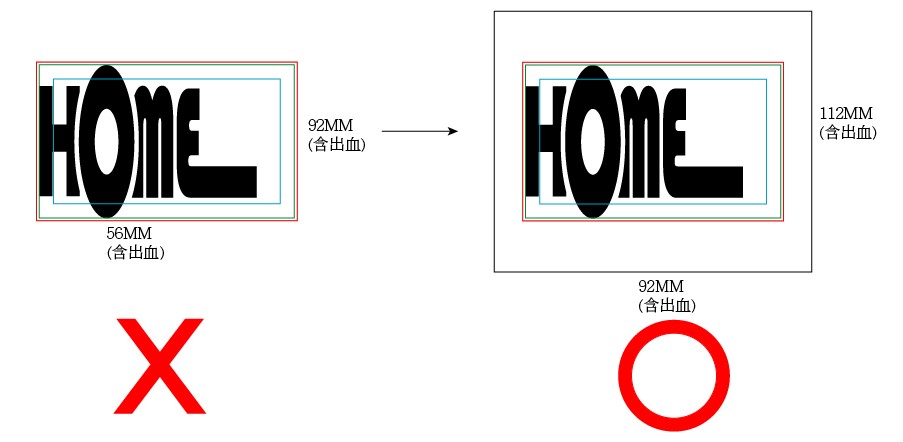
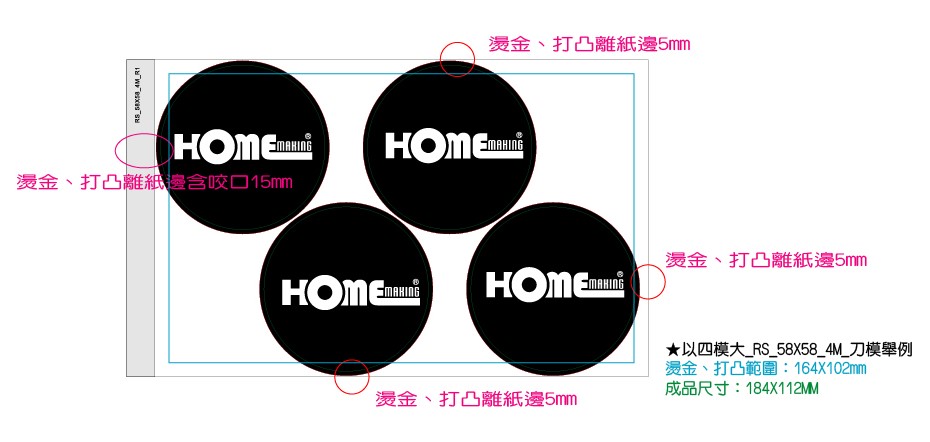
燙金、打凸注意事項
上膜注意事項
局部上光
UV上光
刮刮樂
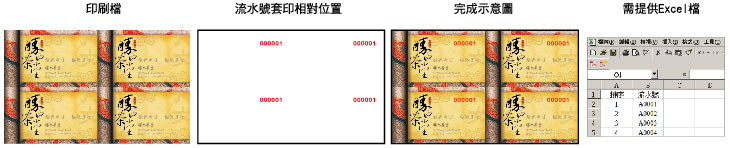
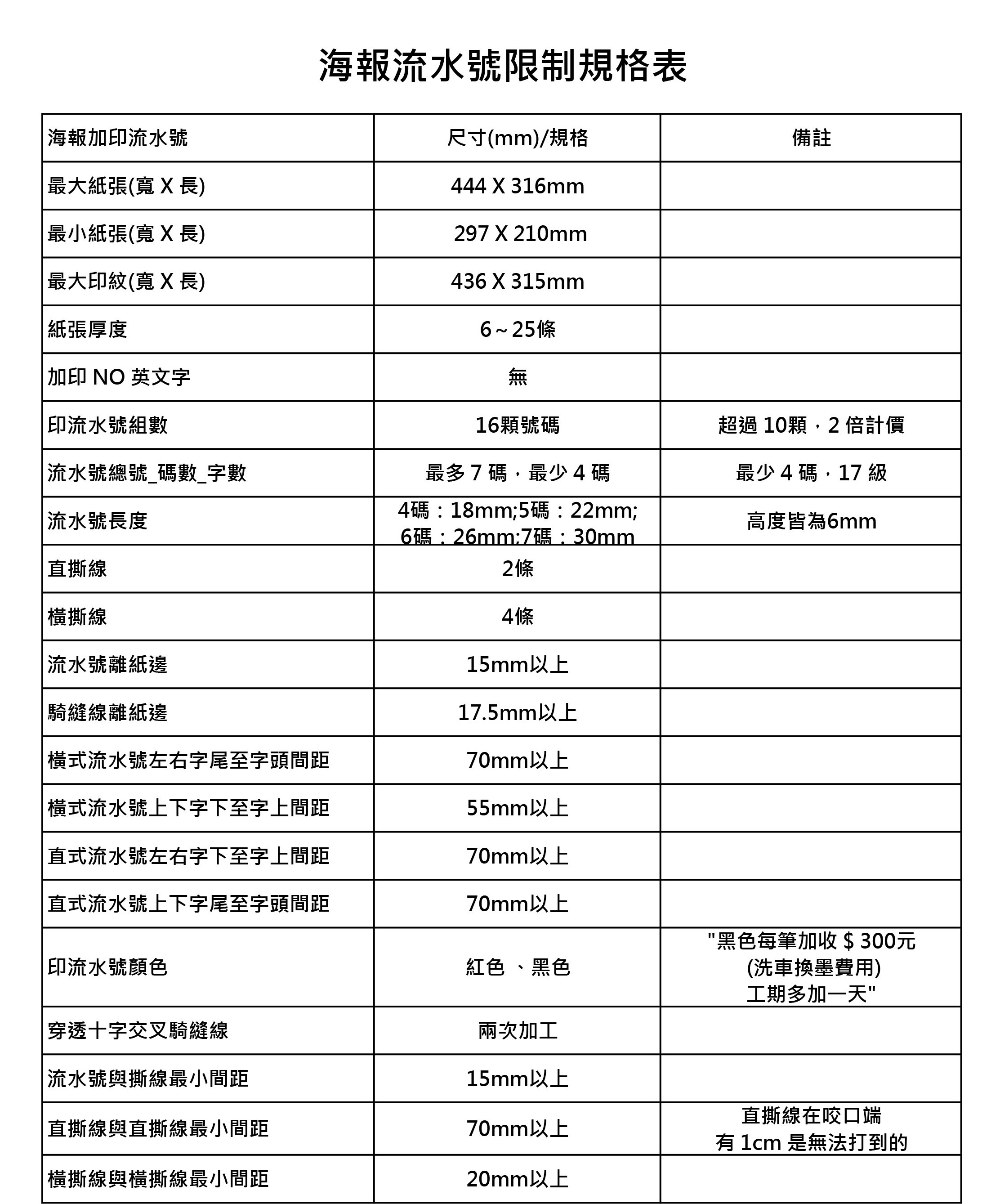
數位套印流水號、數位套印條碼 需提供:
檔案內容如下圖所示:
|